






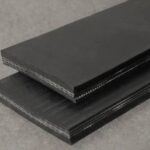







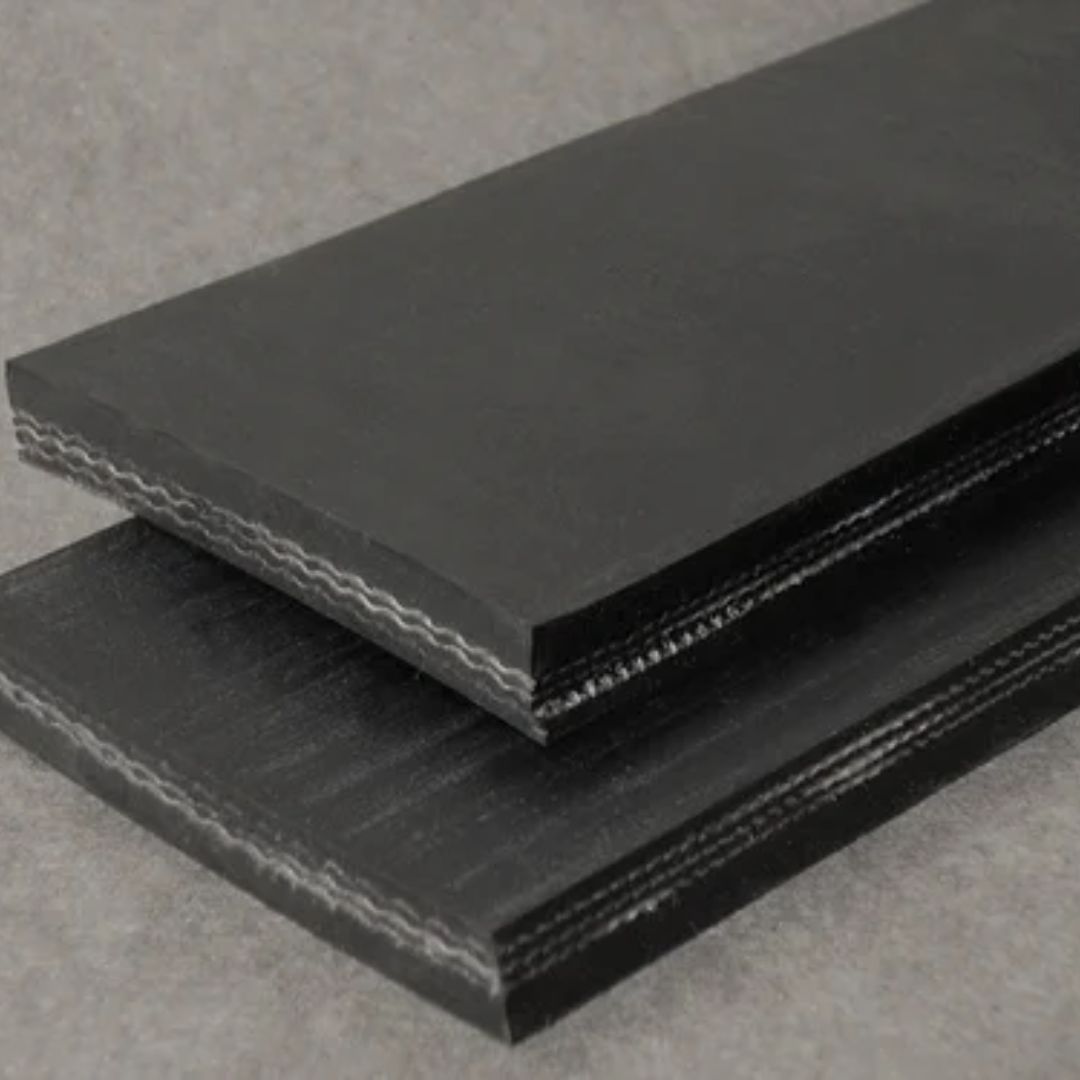


Elevate your operations in the feed and grain industry with our versatile Black and White Rubber Elevator Belt, thoughtfully designed to meet the highest industry standards. This product is not only perfect for your feed and grain needs but also suitable for food-grade applications, making it a truly versatile solution. Here’s why it’s a top choice:
- Dual Purpose Belt: Our Black and White Rubber Elevator Belt serves the feed and grain industry exceptionally well. Its food-grade compliance makes it equally suitable for use in the transportation of food products within the industry.
- 50-Meter Pack: Each purchase includes an ample 50 meters of elevator belt, offering extensive coverage for your conveyor systems, ensuring efficiency and reducing downtime.
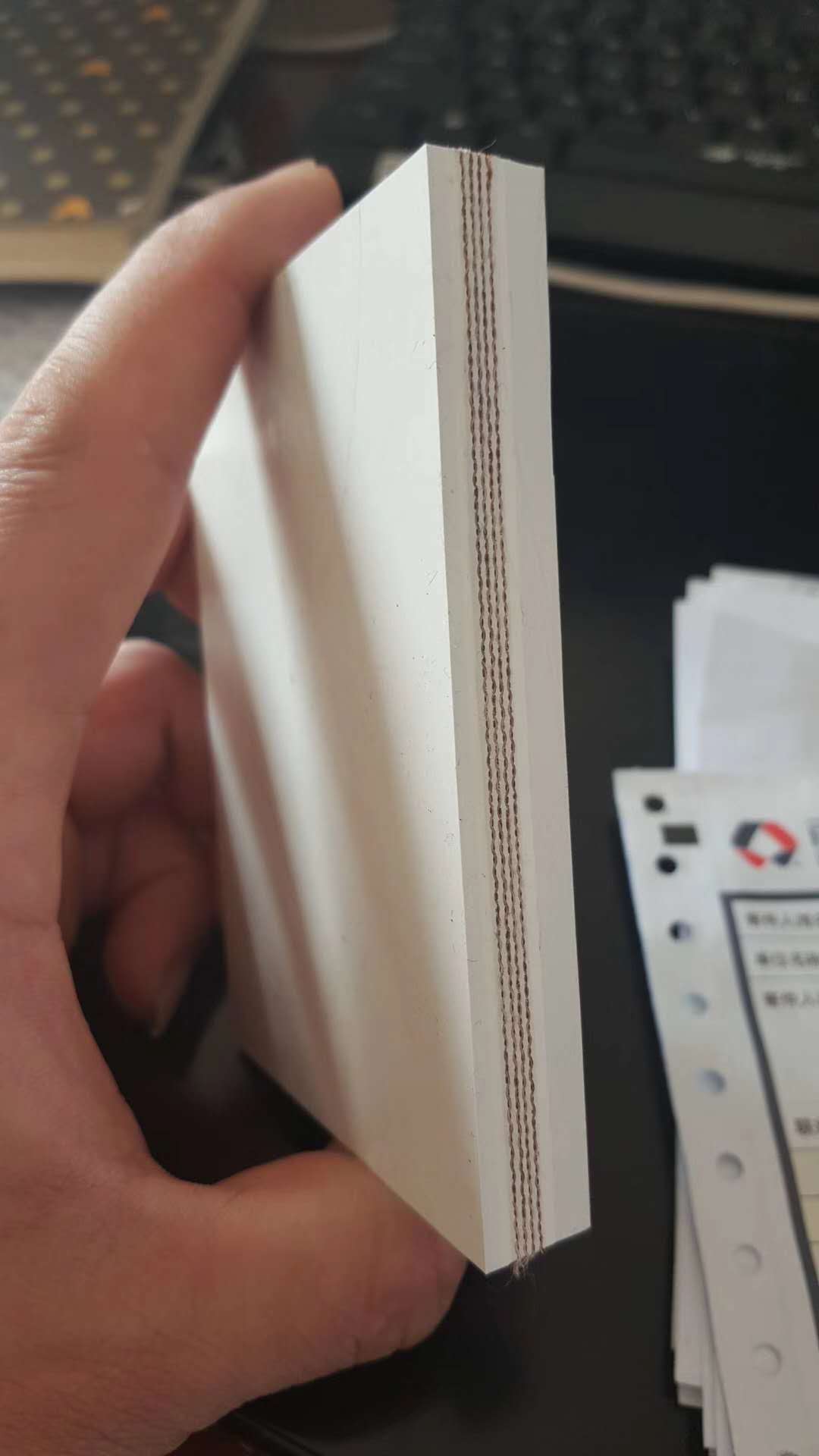
- Food-Grade Quality: Compliant with stringent food safety regulations, this white conveyor belt guarantees the utmost hygiene and product integrity during food transportation.
- Efficient Material Handling: Engineered to facilitate efficient material transport, our elevator belt minimizes the risk of jams and breakdowns, ensuring smooth and hygienic transportation.
Upgrade your feed and grain processing systems with our Black and White Rubber Elevator Belt, and experience improved efficiency, reduced downtime, and enhanced food safety.
Food grade white Elevator belt











Reviews
There are no reviews yet.